
Jablo Airscrew Blades
Their Manufacture from the Log to the Finished Component
by Hills and Sons, Ltd.
| This article first appeared in the Volume 4, Number 42 (April, 1942) issue of Aircraft Production magazine, and is presented here through the kind permission of Flight International. Thanks also to Bruce Vander Mark for furnishing volumes of Aircraft Production for scanning. |
The modern “improved wood” blade (Fig. 2), now in widespread use, has many qualities that remove it from the realm of the wooden blade as formerly understood. Wooden blade production has been completely revolutionised by improved technique in the preparation of the laminated material from which they are made. The development of this material has been closely allied with the development of plastics, and the thin veneers now used for blades are bonded under special conditions of pressure and temperature with synthetic resins which produce a material which, from the machine shop point of view, has more of the characteristics of metal. The finished product is relatively inert, the “life” of the natural wood having been so modified in the manufacturing processes that the physical characteristics can be rigidly controlled. This article deals with the manufacture of the well-known Jablo blade by F. Hills and Sons, Ltd.
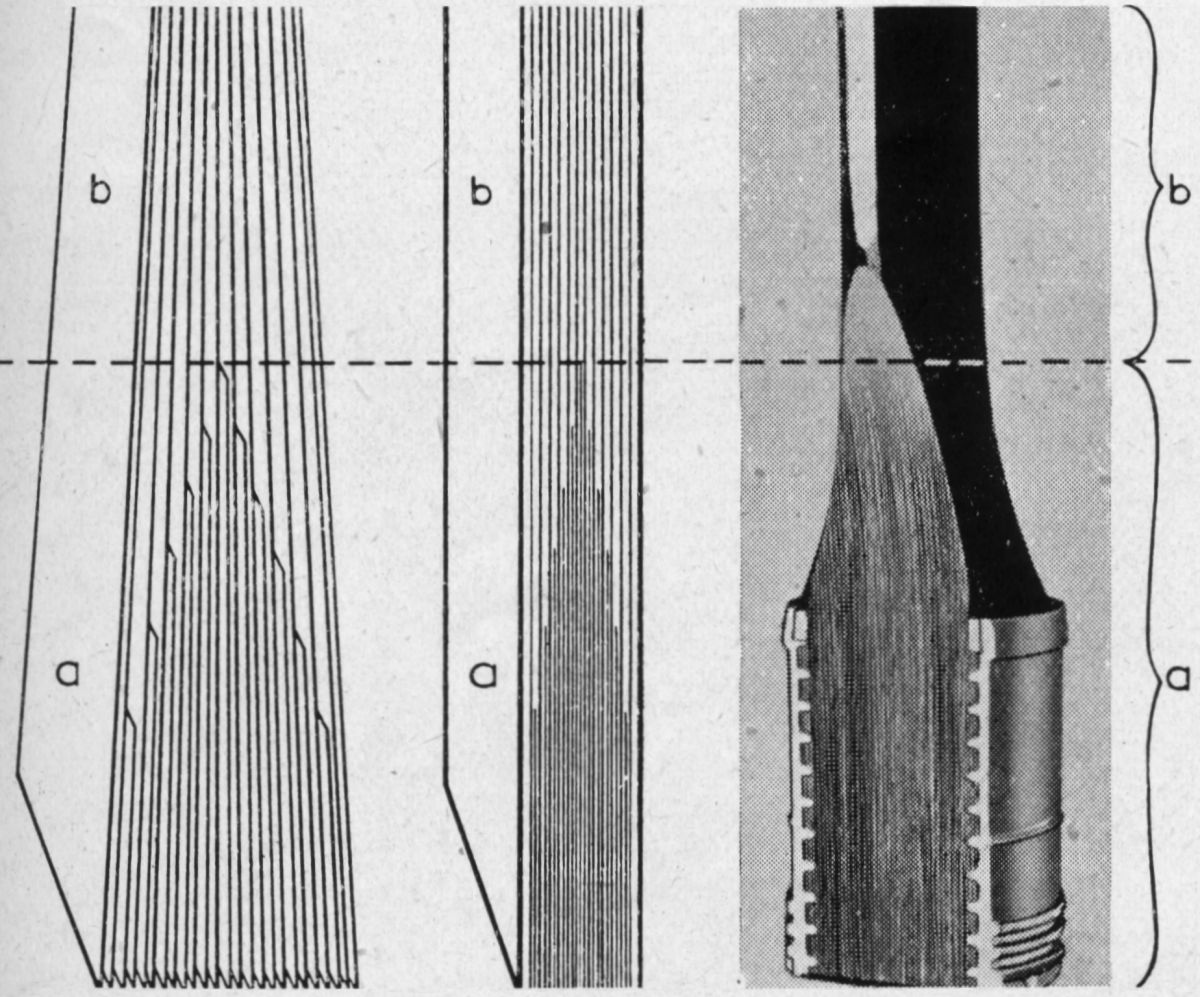
Jablo blades are fabricated from multi-ply boards, although the primary material is not plywood as ordinarily understood. It consists of boards approximately 1” thick, built up from 50 or more o.6 mm plies bonded together under considerable pressure and at a high temperature by a synthetic glue. The resultant board has a specific gravity ranging from 0.9 to 1.3, the variation being due to the introduction of additional plies at one end, these being graded in length to decrease the density progressively over certain portions of the board in order to provide different basic densities at each end. Manufacture of the Jablo blade may be divided into two stages—making from logs the built-up block from which the blade is machined, and machining, balancing and surface finishing the blade. Processes and plant of very dissimilar character are required for each set of operations.
 |
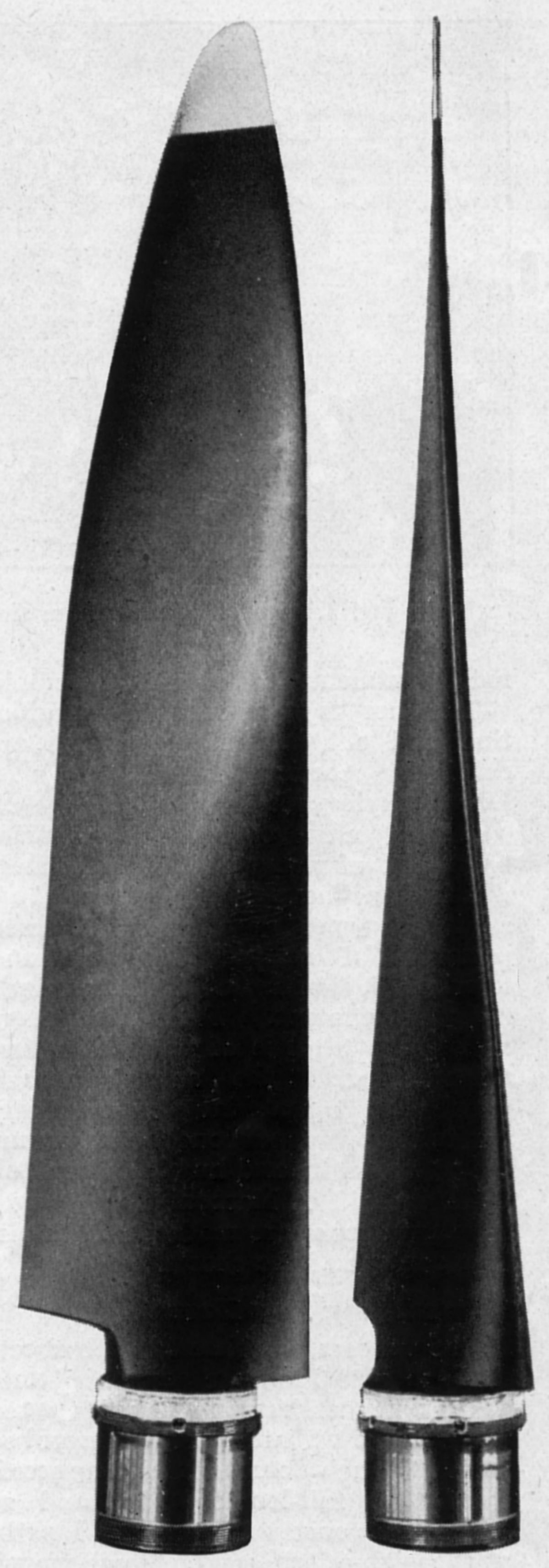 |
| Fig. 1. Diagrams showing the method by which the boards are reinforced with extra laminations. On the left is a stack of plies prior to compression. The reinforced portion (a) is used for the root of the blade and the plain portion (b) for the blade itself. The centre sketch shows the board after compression. | Fig. 2. A modern Jablo airscrew blade, flared at the root to assist engine cooling. Note the thin tip section possible with this type of construction. |
Powered by phpBB © 2001, 2005 phpBB Group |