
Gravity Diecasting
Part 2. The Rolls-Royce Mechanised Foundry
Arrangement of Operation Stations on the Conveyor, Inspection
|
In this second instalment we describe the mechanised gravity diecasting foundry installed at a Rolls-Royce shadow factory. It is probably the most up-todate and efficient of its kind in the world. Considerable ingenuity is shown in the layout of the equipment around the central conveyor, but, in addition to this it will be appreciated that very skilful planning has been necessary to ensure the balanced flow of some 103 different castings in various alloys. The mere use of mechanical time-saving equipment is valueless without efficient organisation. This article first appeared in the Volume 5, Number 60 (October, 1943) issue of Aircraft Production magazine, and is presented here through the kind permission of Flight International. Thanks also to Bruce Vander Mark for furnishing volumes of Aircraft Production for scanning. |
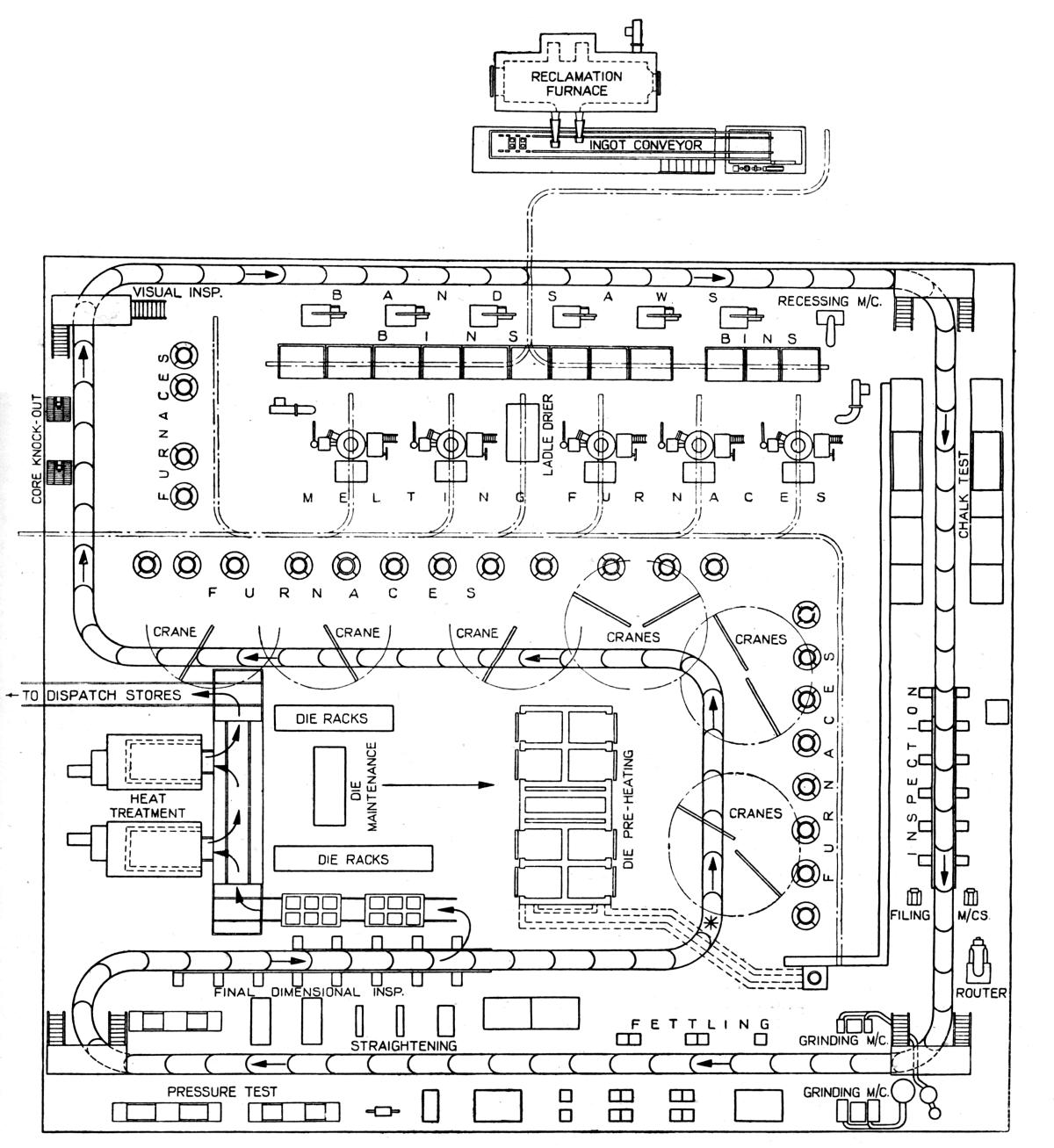
Considerable ingenuity is discernible in the layout of the foundry; from examination of the plan in Figure 23 it will be seen that the whole of the plant is arranged around a central conveyor that carries the castings from station to station. From the very first stage of metal melting, the work flows continuously forward until, after final heat-treatment, the castings enter the stores.
Arranged on both sides of the conveyor is the equipment for the various operations, the operators removing the castings as they arrive at the various stations and replacing them when the work is completed. Here again, skilful planning is necessary to ensure a balanced flow to each operator; this point will be appreciated when it is remembered that 103 different castings, in various alloys, are dealt with.
 |
 |
| Fig. 21. First operations on the conveyor line ; some of the benches where Merlin engine components are diecast by the gravity process. | Fig. 22. View of the chalk inspection sections, showing female inspectors examining the castings as they are brought on the conveyor. |
 |
|
| Fig. 23. Layout of the gravity diecasting foundry. The dies receive any attention that may be necessary and are then preheated in readiness for distribution to the casting stations at the commencement of the next shift. The diecast parts are placed on the conveyor and move continuously forward from operation to operation until they pass final inspection and heat-treatment. A star indicates the first stage of production, and arrows show the direction of work flow. Note the steel bridges over the conveyor at each corner of the system. | |
Powered by phpBB © 2001, 2005 phpBB Group |