
Note dimples of the three spanwise spars on the 3 o’clock blade.
Convair 340 Accident
by Tom Fey
|
| Convair CV-340 with Aeroproducts propeller, courtesy of Martin Eadie. Note dimples of the three spanwise spars on the 3 o’clock blade. |
Like flight itself, the history of aircraft propulsion is one of triumph and tragedy where, ironically, both ultimately contribute to progress and safety. AEHS member Carl Kuhns recently sent me a 1968 NTSB report on the failure of an Aeroproducts A6441 FN606A Turbo-Propeller used on an Allison 501-D13D powered Convair CV-340 passenger aircraft.
The Lake Central Airlines Convair CV-340 Flight 527 was descending from 10,000 to 8,000 feet traveling at 254 knots near Marseilles, Ohio on March 5, 1967 with 35 passengers and 3 crew aboard. Witnesses on the ground heard sounds "…like an engine revving up; … like a sports car on a drag strip…", and the flight voice recorder detected an increasing whine "…like an air raid siren starting up…" before power was interrupted to the voice and flight data recorder.
The following is cited verbatim from the Report:
"Investigation revealed that all four blades from the right propeller separated in flight and the No. 2 blade penetrated the aircraft fuselage in line with the propeller plane. The penetration destroyed the structural integrity of the fuselage to the extant that, together with the right yaw which accompanied the propeller separation, the fuselage failed along the line of penetration and the aircraft crashed.
Examination of the internal mechanism of the right propeller revealed that the helical splines of the torque piston on No. 3 blade pitch change unit were worn away and the torque unit completely failed. The wear of the splines was due to an omission of nitriding the hardness during manufacture and the cylinder failure was cause by fatigue.
When the torque cylinder failed, propeller oil pressure maintaining pitch position of the right propeller blades was lost. The blades moved to low pitch at a rate too rapid for the propeller pitch lock to operate effectively. At low pitch angle the propeller oversped causing the blades to separate in overstress.
The Safety Board determines that the probable cause of this accident was the failure of the right propeller due to omission of the torque piston nitriding process during manufacture and the failure of the manufacturing quality control to detect the omission."
The report (867K PDF) is interesting from several respects, and only 36 pages long, so I encourage people to read it. They were able to determine that the No. 2 prop blade tumbled end over end after separation, entered the fuselage tip first, slashed the structure during rotation that destroyed 50% of the structural integrity of the fuselage, and exited the fuselage butt-end first. It also cut two bundles of electrical wires which powered the flight data recorders, but the flight control cables were not cut.
Just seven days earlier, an Aeroproducts propeller on an Allegheny Airlines CV-340 was removed from service for failure to reverse, and subsequent inspection three days before the crash in Marseilles revealed a severely worn torque piston after only 454 hours in service. Now aware that there may be other defective torque pistons in use, perhaps as many as 234, the FAA made telegrams and phone calls on March 4 that reached all operators requiring an oil check of the propeller hydraulic fluid for metal contamination. The Aeroproducts propeller has its own reservoir of hydraulic fluid, filters, and magnetic drain plugs for propeller operation that is independent from the engine oil system. This oil check was completed on the Flight 527 aircraft with negative findings the day before it crashed. However, an oil check of the first-failed Allegheny prop was NOT done, so there was no confirmation that an oil check would reveal the prematurely-wearing pistons. Subsequent to the crash of Flight 527, an Airworthiness Directive requiring the removal and inspection of all Aeroprops in use was issued on March 8.
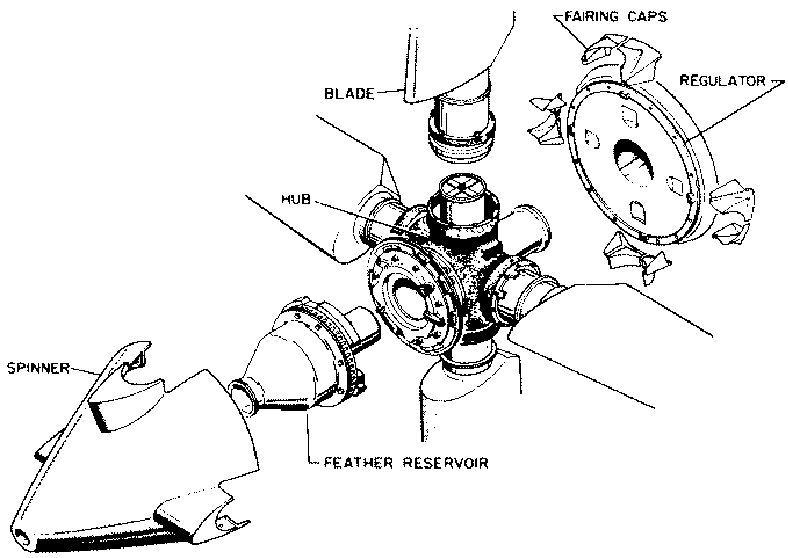 |
| Exploded diagram of A6641 propeller (Eastern Airlines Electra Flight Manual) |
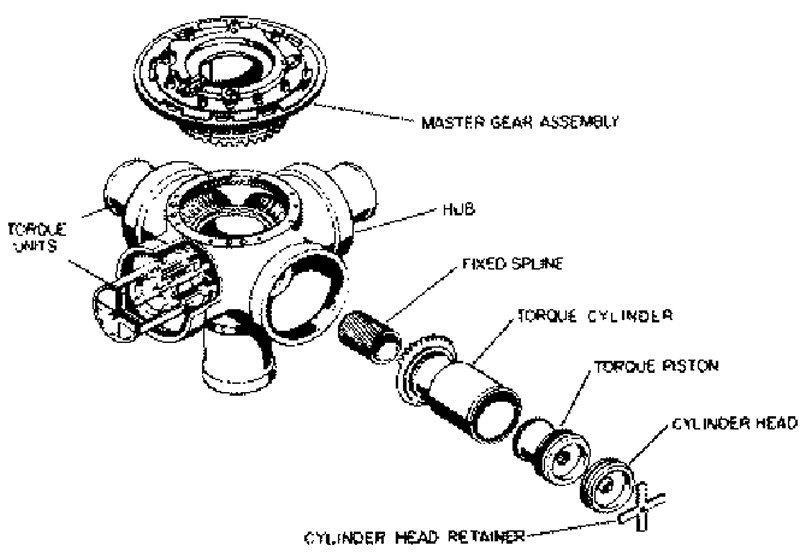 |
| Exploded Diagram of Torque Unit A6641 Propeller |
There are 79 manufacturing steps in producing a torque piston of which 12 to 14 are associated with nitriding. Nitriding involves heating the prepared torque piston in a special furnace under a flow of ammonia (NH3) for 48 hours at 975° F. This introduces nitrogen into the ferrous phase of the metal, greatly increasing hardness up to 0.5 mm deep into the part. There is some evidence that the failed torque piston, of which ultimately ten were found to be defective (two found in oil check; three found in surface check after negative oil check; three found in maintenance after prop malfunction; two found in new props, one in flight 527) were from a specially marked set of ten taken aside to measure "growth" during the nitriding process, but inexplicably never actually nitrided.
 |
| Disassembled Propeller Torque Unit. A422 torque cylinder and piston are shown, which are similar in design and operation to the A6441. |
One might ask why the master gear didn’t hold the other blades in proper pitch, or why the low pitch lock, which is supposed to stop pitch change if rpm exceeds 1,055 rpm compared to the constant design speed of 1,020 rpm, did not engage to halt the movement towards flat pitch. Tests showed when the torque piston splines failed, the piston moved to the end of the cylinder, elevating cylinder wall pressure 18 fold from 2,400 to 44,000 lb. Since the hydraulic fluid pressure is regulated, I presume the local loads must have been caused by spline teeth grinding and jumping over each other instead of the correct sliding helical mesh. In tests, this lead to eventual failure (splitting) of the torque cylinder wall after 500 hours (>62,000 cycles) due to metal fatigue. The Flight 527 prop had 1,055 hours of service, and it was likely the splines failed several hundred hours before the cylinder wall failed.
 |
| Decal from Aeroproducts Turbo-Propeller Photo Taken at Rolls-Royce Allison Branch Museum |
When the torque cylinder split, pitch-maintaining hydraulic pressure was lost in all four blades. It took 0.1 seconds for the engines to overspeed to 1,055 rpm and it took 0.082 seconds for the pitch lock to engage. However, testing revealed that with no oil pressure, the blades will move 130° per second towards flat pitch, thus the blades could be down to 28° by the time the low pitch stop engaged. The A6441 FN606A prop is reversible for use in braking, and that is why it has a disengageable instead of "hard" low pitch stop. The designed low pitch stop is 49°, however x-rays revealed the low pitch stop on Flight 527 had skidded violently to engagement at 21.5° pitch. During the design and development of the propeller, the pitch lock was tested to a pitch rate change of only 40° per second.
 |
| Torque piston showing both internal and external splines (A422 parts shown) |
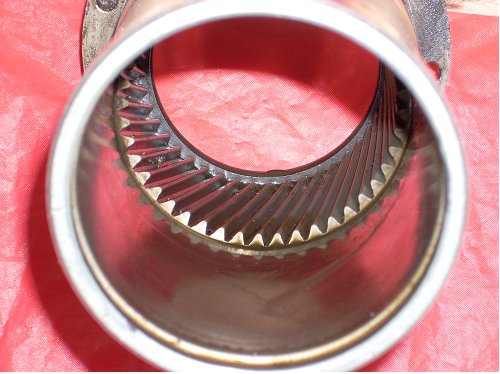 |
| Torque cylinder has internal splines in bottom 1/3 of the cylinder. (A422 parts shown) |
The low propeller pitch caused revolutions to rise to 196% of maximum rpm, however the blade design fails at 180% of design rpm, and indeed, all four blades failed at their bases.
Although it took perhaps 500 hours for the torque piston splines and somewhat more for the torque cylinder wall to fail, it is estimated that there was less than two seconds between the torque cylinder failure and blade separation. I’ve read that the number one fear of pilots is fire, followed by a runaway propeller. This tragic accident adds specific information in support of that fear.
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
![]()