Air-Cooled Cylinders 2
Air-Cooled Aircraft Engine Cylinders
An Evolutionary Odyssey
Part 3 - Materials and Processes, Small Air-Cooled Engines
by George Genevro
Materials and Processes
Materials and how they were processed played a major role in the evolution of the air-cooled cylinder and it was fortunate that the science and practice of metallurgy had made rapid strides during the critical periods of cylinder development. Cyclic mechanical stresses and the process of waste heat dissipation are the two main enemies of the aircraft engine. Metallurgical and mechanical improvements were prime factors in extending cylinder life. The magnitude of the problem was well stated by an engine developer many years ago who, probably while viewing some failed parts, described the aircraft engine as a machine bent on destroying itself mechanically while busily trying to incinerate its exhaust valves.
|
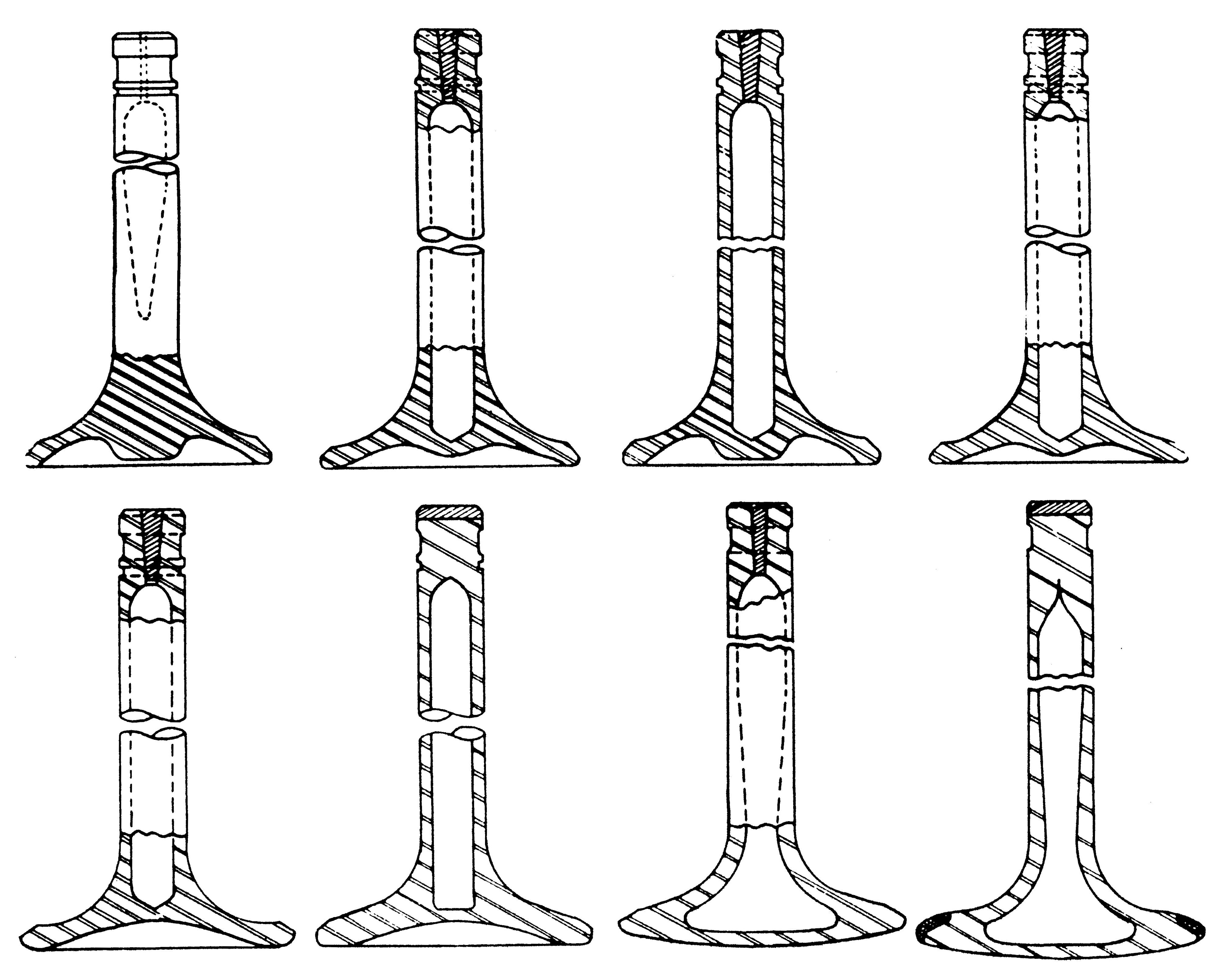
| Over about a twenty-year period starting in 1921, the exhaust valves used in Wright engines were changed substantially to cope with higher power outputs and leaded fuels. The valve on the lower right has Stellite facing on the seating surface and the stem. |
 |
| This sodium-cooled exhaust valve from a late World War II radial engine weighs 14 ounces and the head is 2.5 inches in diameter. At take-off power (2,700 RPM) the valve opens and closes 22 times per second. |
Exhaust valves
This was definitely the most trouble-prone and vexing part of the air-cooled aircraft engine. All engine designers made serious efforts to improve exhaust valve reliability and durability. Experiments with internally cooled valves were started as early as 1913. Initially, water and mercury, as previously stated, were tried as the heat transfer agents in the sealed, hollow valve stems. While the material in the stems was almost always called a coolant, in actuality it was a heat transfer agent used to carry heat from the head of the valve to the stem where it could be passed through the valve guide and into the fins on the cylinder head. As mentioned earlier, water proved to be impractical and mercury did not work well because it did not wet the interior of the valve stem and therefore did not transmit heat well. During his early years at McCook Field the ever-ingenious Sam Heron had observed the characteristics of various sodium compounds which are normally used in heat-treating operations. These materials are solid at room temperature and become liquid at engine operating temperatures. He observed that since these compounds wet the surface of steel alloys readily and transfer heat very well, their use should be effective in extending the life of exhaust valves. The ancestor of our present-day sodium-cooled valves had arrived, thanks to Mr. Heron, and almost ninety years later we are still enjoying the benefits of his ingenuity though even today such valves are not completely fault free.
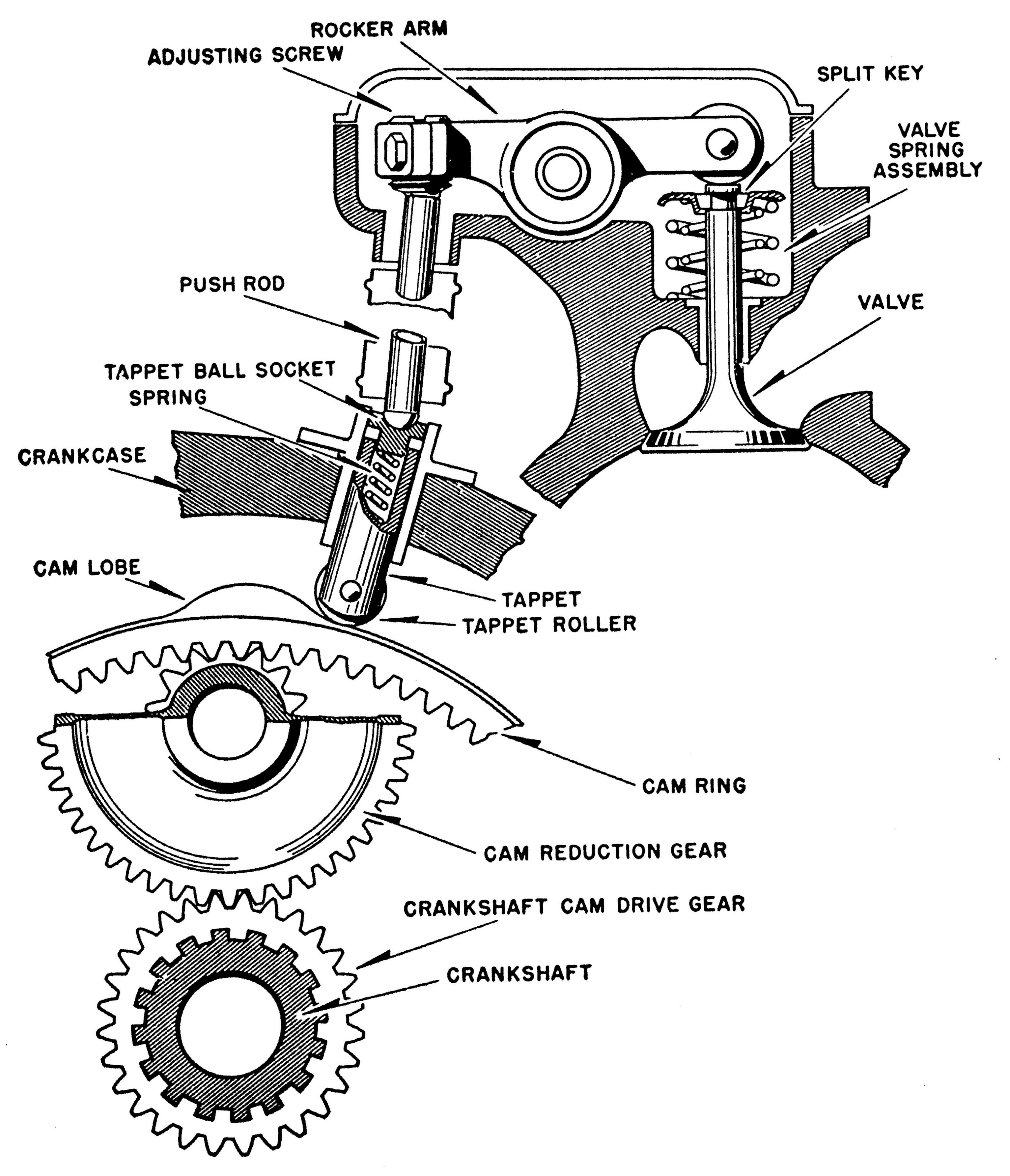 |
| This is a typical radial engine valve train. Note the use of rollers on the tappet and the end of the rocker arm that contacts the valve. |
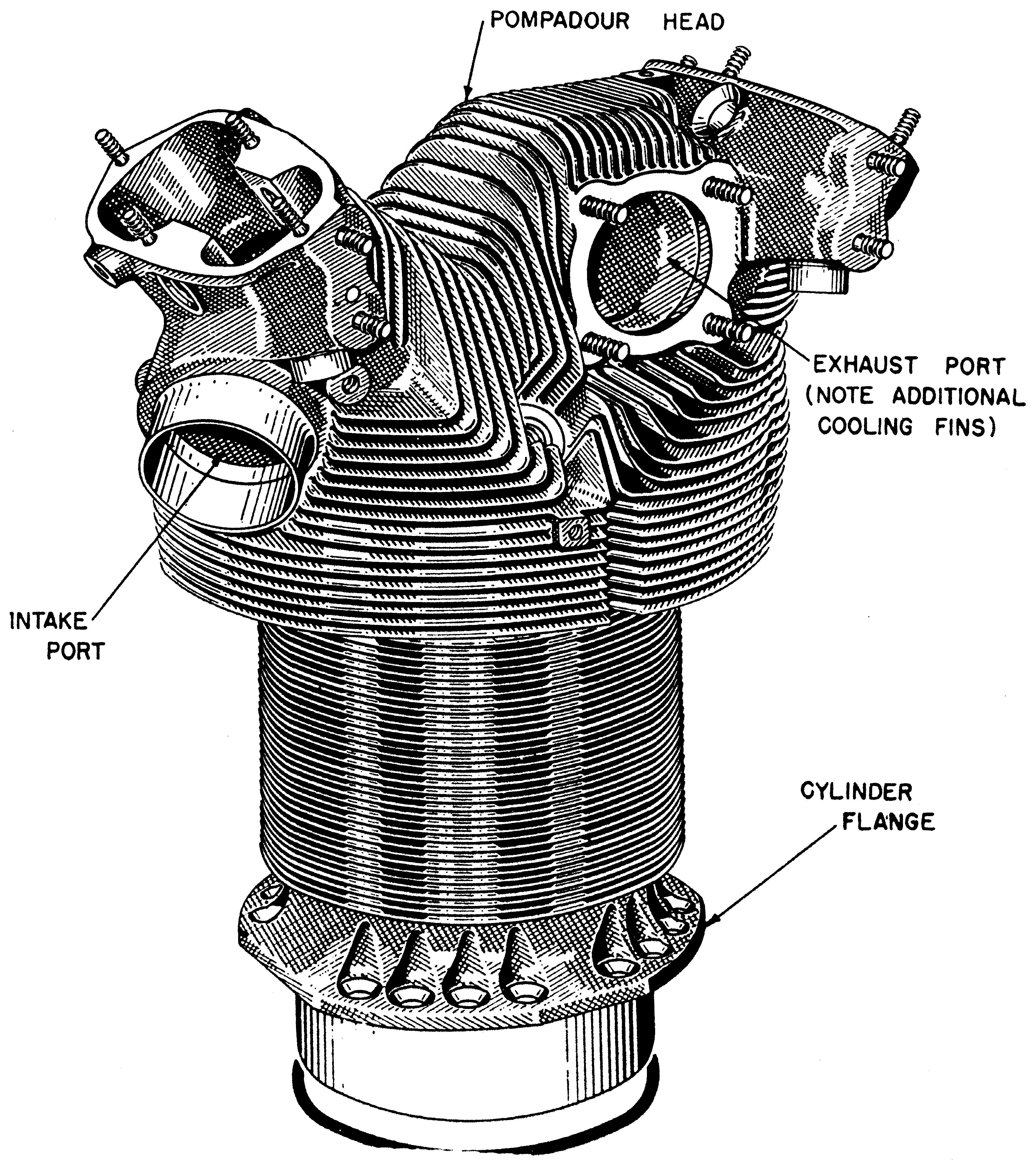 |
| This air-cooled radial engine cylinder has a cast head. The cylinder barrel is machined from an alloy steel forging. The large number of studs used to attach the cylinder to the crankcase spreads the cyclic loads. |
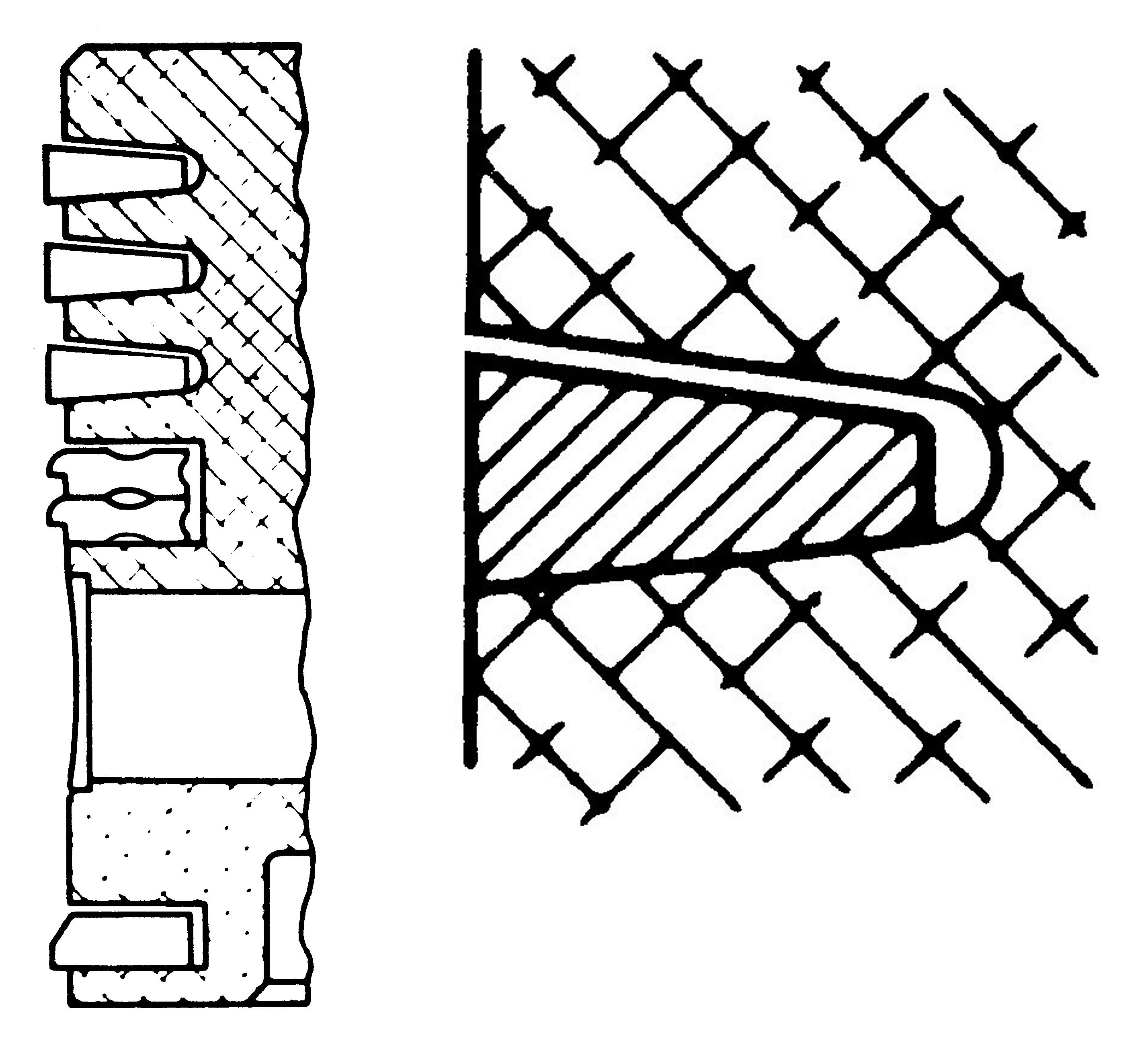 |
| This cross section through a piston wall shows the end result of piston ring development. The top three rings are compression rings. At the center is the oil control ring. The bottom ring is an oil scraper ring. On the right is an enlarged view of a keystone compression ring. |
Cylinder Barrels
Initially, cast iron was thought to be the only satisfactory cylinder barrel material but the builders of rotary radial engines proved that a variety of steel alloys could be used. Practically all air-cooled aircraft engines made in the last eighty years have used steel cylinders and engine developers have concentrated on selecting the most appropriate alloys and methods of heat treating and finishing the interior surface. Probably the most widely used steel was-and is-a chromium-molybdenum alloy generally known as SAE 4140 (now known as UNS G41400). This material was used by Pratt & Whitney in the late 1920s and still serves us well today. It can be used in through-hardened condition or nitrided depending on the application and severity of service conditions.
Piston ring shapes and materials and their compatibility with the cylinder were studied extensively, especially during World War II and resulted in development of the keystone ring as well as much more effective oil control rings. There was also widespread use of chrome plating of cylinder bores as a reconditioning and salvage procedure during the war, processes still widely used on air-cooled aviation engines of all sizes.. It is probably safe to say that the ultimate combination of piston ring and cylinder materials has not yet been found, and indeed there may not be one.
Metallurgy played an important part in valve and seat development and it was fortunate that a number of heat and corrosion resistant steel alloys became available in the 1920s. Materials such as high speed steel, a cutting tool material that contains as much as 20 percent tungsten along with molybdenum and several other materials, and various austenitic stainless steel alloys were used but none provided the desired degree of durability and resistance to burning in service. The advent of highly leaded fuels helped to increase power outputs but also caused serious valve and seat erosion problems. The solution can be credited in part, at least, to Mr. Heron and others who were facing the same problem in England. He used Stellite, a cast cutting tool material composed of 65 percent cobalt, 30 percent chromium, and 5 percent tungsten, as an overlay material which was gas-welded onto the seating area of the valve as well as on valve seat inserts and finished by grinding. This process greatly increased valve life and was used extensively during World War II. It is still considered one of the best procedures for producing reliable valves and seats for use in large engines that used leaded fuels.
Small Air-Cooled Engines
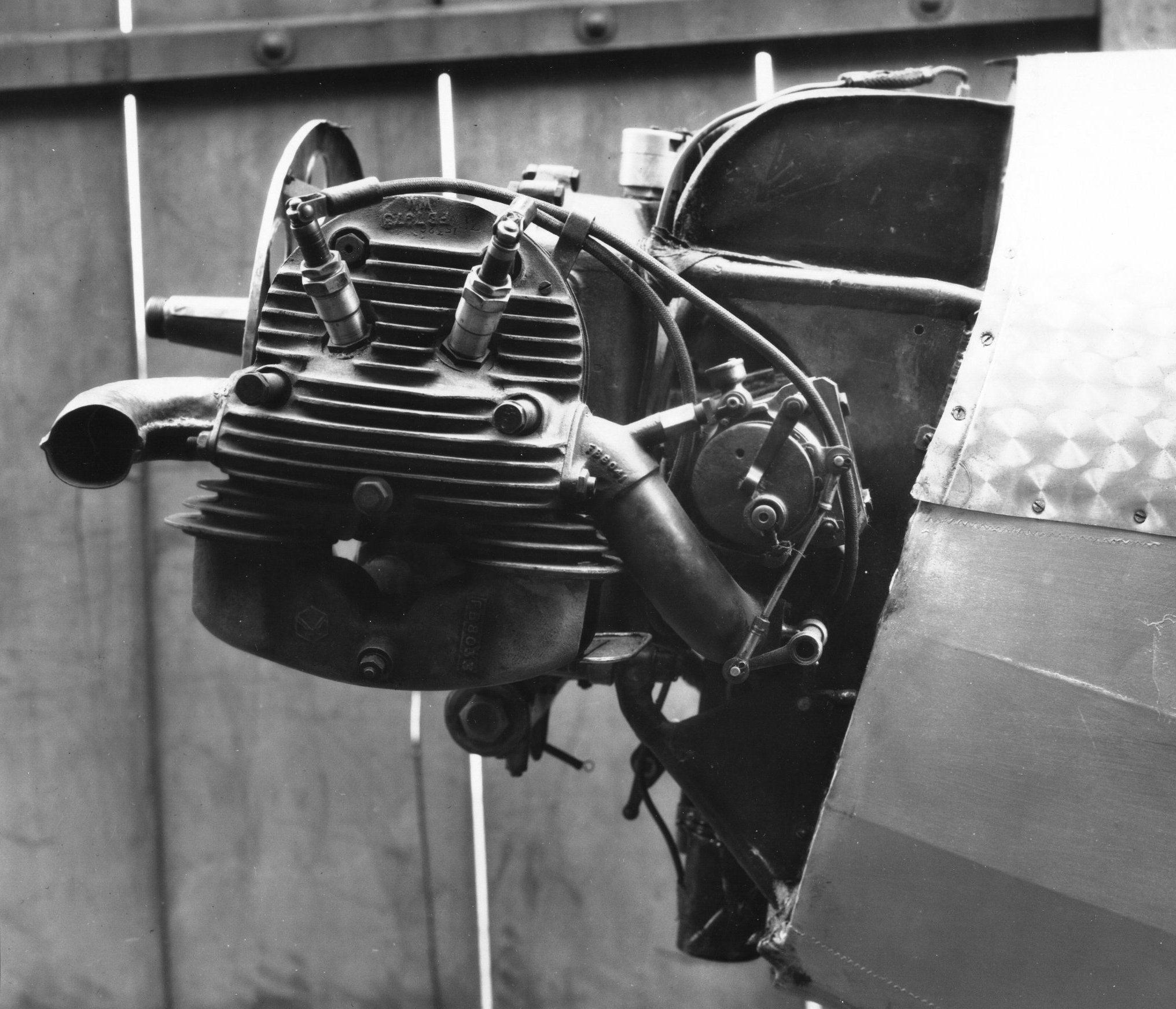
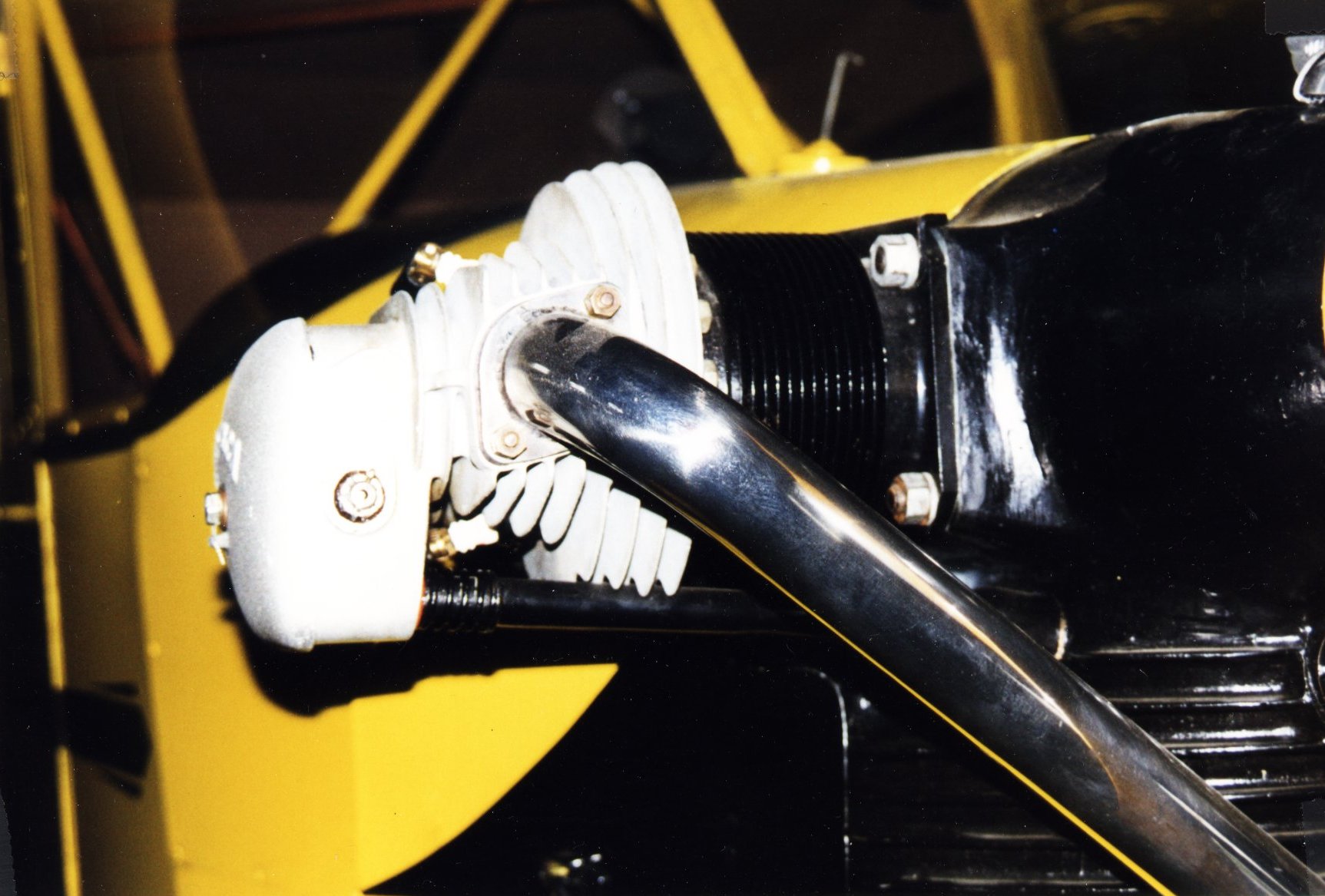
Well before World War II, it became evident that for small personal and business aircraft the radial engine, even in its smallest forms, was not really a practical source of power. Radials were inherently more expensive to produce, could not be cowled as easily as opposed engines, and were generally less economical to operate. In the late 1920s Harold Morehouse, in conjunction with the Wright Aeronautical Corporation introduced an opposed twin of rather archaic design and the Bristol Cherub of about 30 horsepower became available in England. Very few of the Wright-Morehouse twins were produced commercially while the Cherub enjoyed some popularity powering the light sport aircraft of that era.
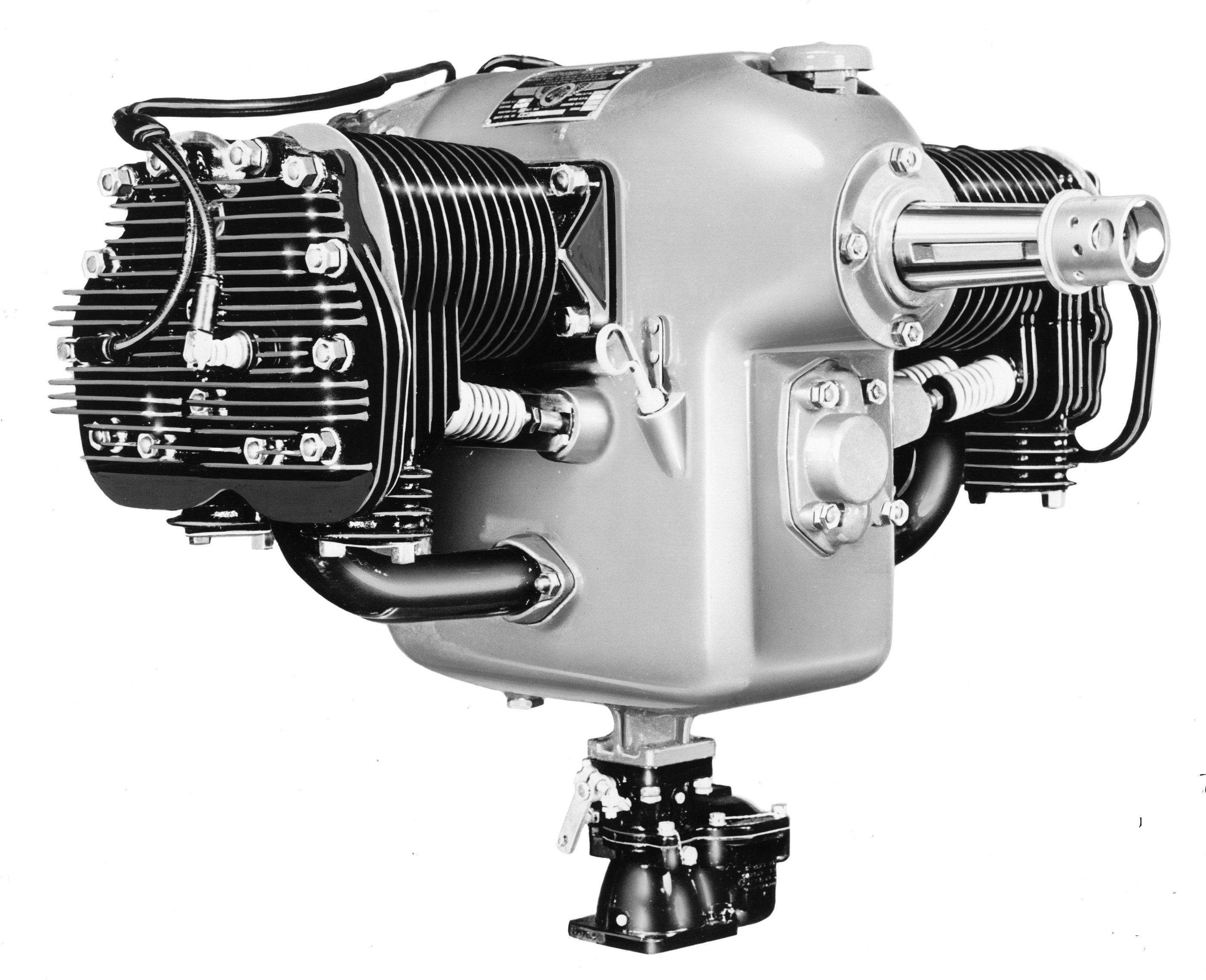
By the mid 1930s, as the need for small engines to power inexpensive light aircraft in the U.S. increased, opposed twins such as the L-head Aeronca E-107 and the overhead valve E-113, the four cylinder Continental A-40 and its Lycoming counterpart, the 0-145, appeared and a new generation of opposed air-cooled engines was born. The names of the smaller radials familiar to those of us who are older-Kinner, Szekeley, Warner, LeBlond (later Ken-Royce), Lenape (remember the rare J-3 Cubs powered by the three-cylinder Papoose?), Velie, and others have faded into the mists of the past.
 |
 |
 |
 |
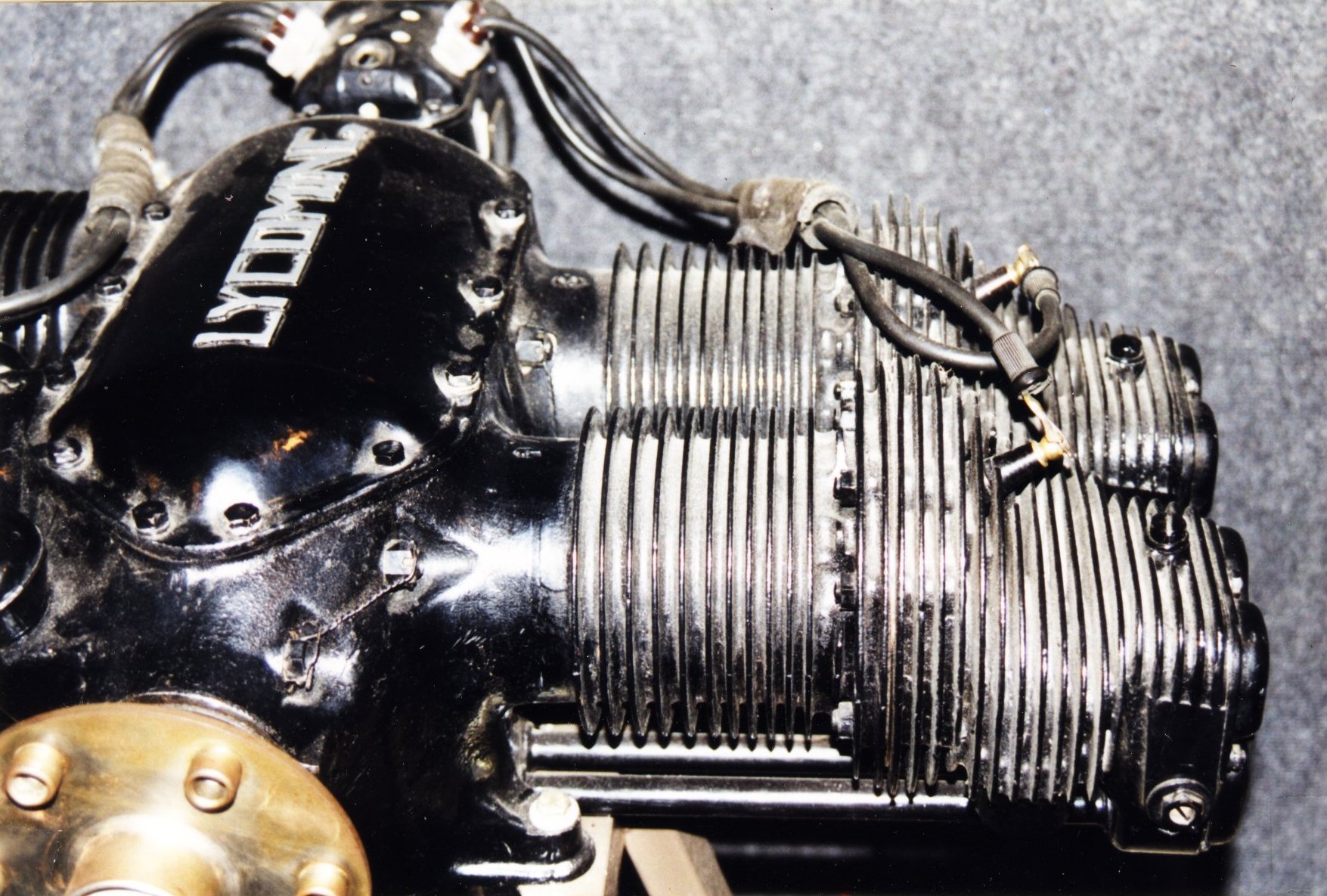 |
| Closed-end cast iron cylinders and exposed overhead valves on the mid-1920s Wright-Morehouse opposed twin. Note the gear reduction and the deep oil sump. | The Bristol Cherub from England is an example of an early 1930s era L-head opposed twin. The spark plugs have mica insulators and can be taken apart for servicing. | A cast aluminum head attached to the cylinder with studs and nuts and twin ignition were features of the overhead valve Aeronca E-113A engine of the 1930s that powered the Aeronca C3 and Aeronca K. | The Continental A-40 that powered the very early Cubs had single ignition, cast iron cylinder barrels, and exposed valve springs. | On the pre-World War II single ignition Lycoming 0-145, cast iron cylinders and crankcase halves were cast as a unit. The aluminum heads were attached by studs and nuts. |
Conclusion
By the mid 1950s or thereabouts, the evolutionary journey of the air-cooled cylinder for the large radial engines had essentially ended as the gas turbine in either turboprop or turbojet form became the dominant powerplant for larger aircraft. While some large radial engines are still in use serving as motive power for aircraft that range from airshow award winners to ratty cargo haulers, their numbers are decreasing as time takes its toll. The story is far from being completely told, however, since many smaller radials such as the Pratt & Whitney R-985 and R-1340 are still very effectively powering specialty aircraft such as agricultural sprayers, dusters, seeders and floatplanes that carry cargo and passengers to and from some of the less populated areas of our world. It is also interesting to note that one company is now manufacturing new R-1340 cylinders with investment cast cylinder heads and that some enterprising individuals have found a means of adapting Pratt & Whitney R-2800 front cylinders from B series engines to R-1340s, allowing an increase in the allowable continuous maximum horsepower. The story continues, as does the heritage of Gibson and Heron and of all those who, in the ongoing search for reliability and durability, surveyed broken or prematurely worn engine parts and doggedly schemed and worked to produce better ones.
Bibliography
Editors, Light Plane Maintenance, Top End,Belvoir Publications, Inc. 1987.
Gunston, Bill, The Development of Piston Aero Engines, Patrick Stephens, Ltd, 1999.
Heron, Samuel D., History of the Aircraft Piston Engine, Ethyl Corporation, 1981
Schlaifer, Robert, Development of Aircraft Engines, Harvard University, 1950.
Setright, L.J.K., The Power to Fly, George Allen & Unwin, Ltd. 1971.
Smith, Herschel, Aircraft Piston Engines, McGraw‑Hill, 1981.
Taylor, C. Fayette, Aircraft Propulsion Vol. 1, No. 4, Smithsonian Institution Press, 1971.
Download this Article in .pdf Form
Send mail to
![]() with questions or comments about this web site.
with questions or comments about this web site.
![]()